Shel Urlik's
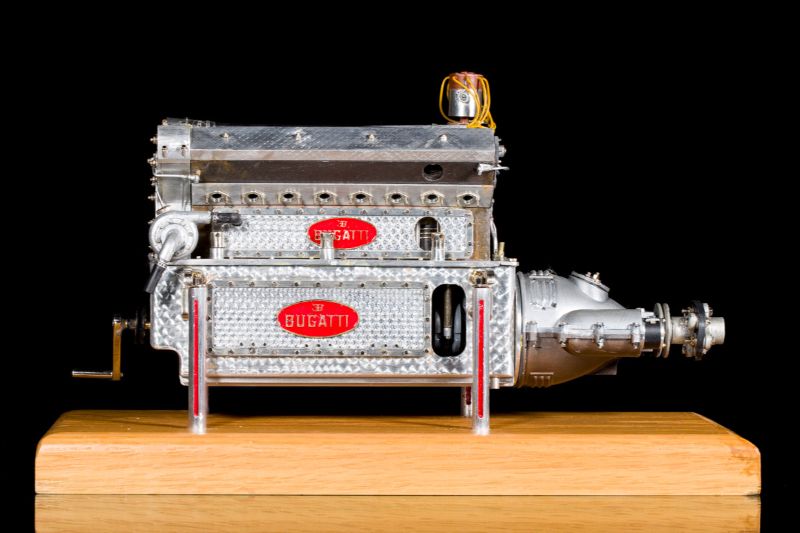
1/8" Scale 1933 Bugatti 50T Engine in Aluminum
France’s “AUTOMOBILES BUGATTI” (Bugatti Automobiles) built cars that were icons of automotive Art Deco, featuring expensive materials, luxury workmanship, and styling that reflected faith in a technological future. I admire the sprit of Art Deco, so I made a 1/8-size model of Bugatti’s 1933 Type 50T, engine, primarily out of aluminum like its prototype. A long discontinued Pocher kit and photos of prototypes provided data for my Sherline Computer Numeric Control (CNC) milling machine, and lathe. I could have built the kit, but I’ve never had my painted plastic convincingly duplicate, and keep, the total appearance of the real metal. Click the numbers in brackets to open accompanying photos. Click the text page to resume reading. Just for fun, one “model” photo is actually of the prototype and another photo is visa-versa; can the reader spot them? Answers are at the end.
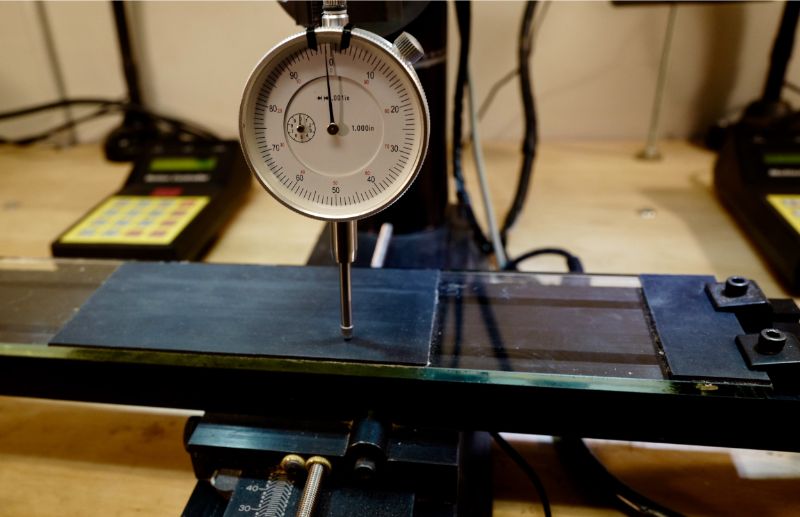
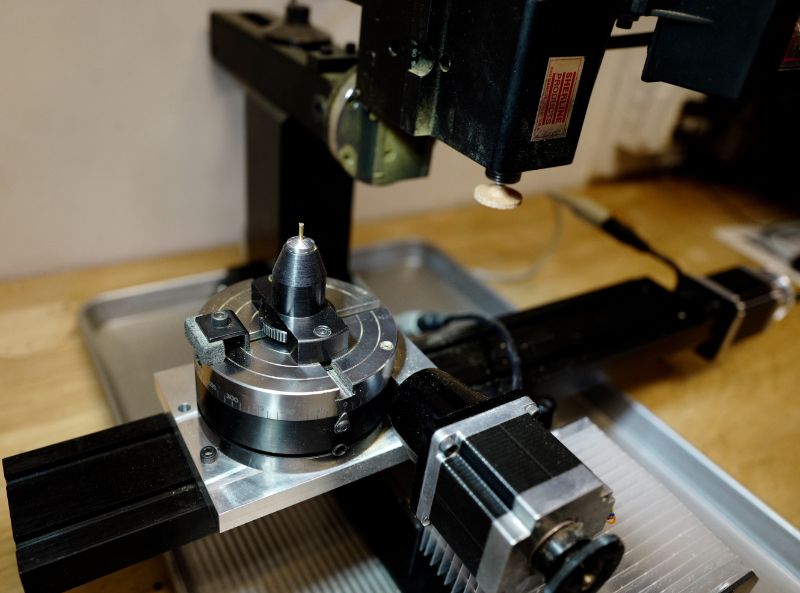
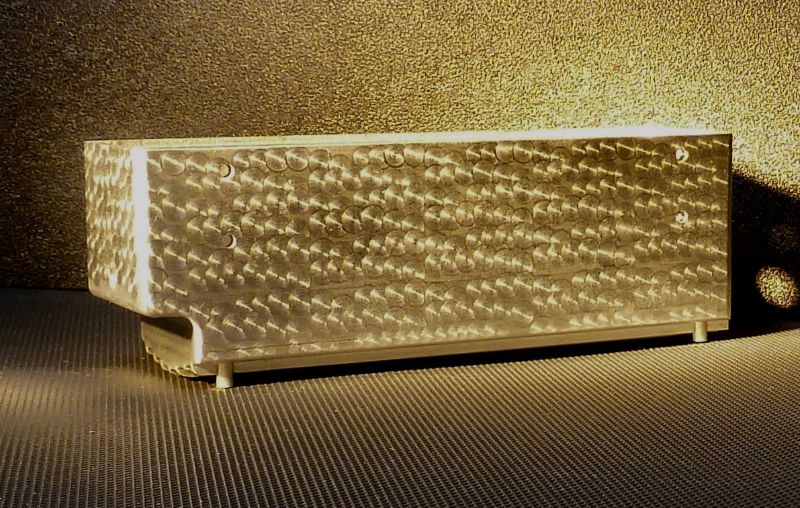
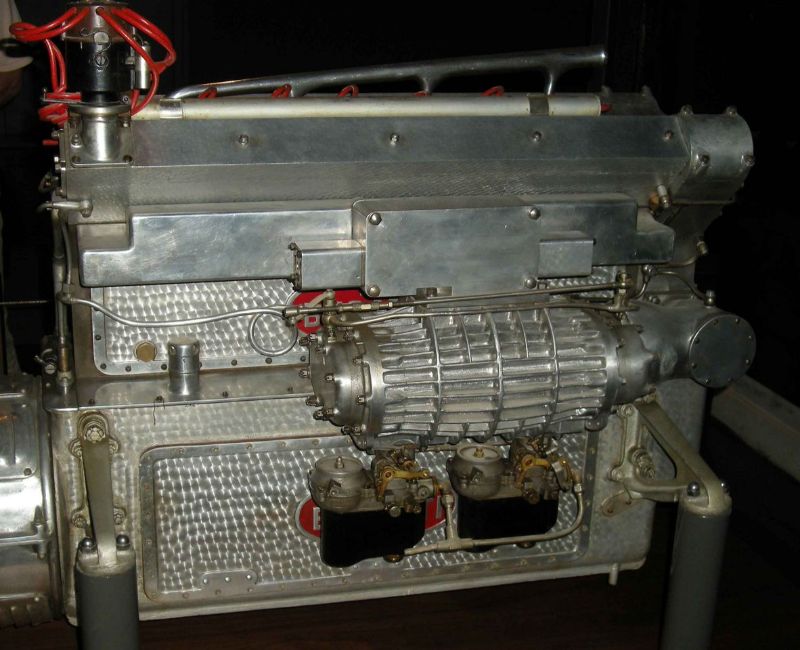
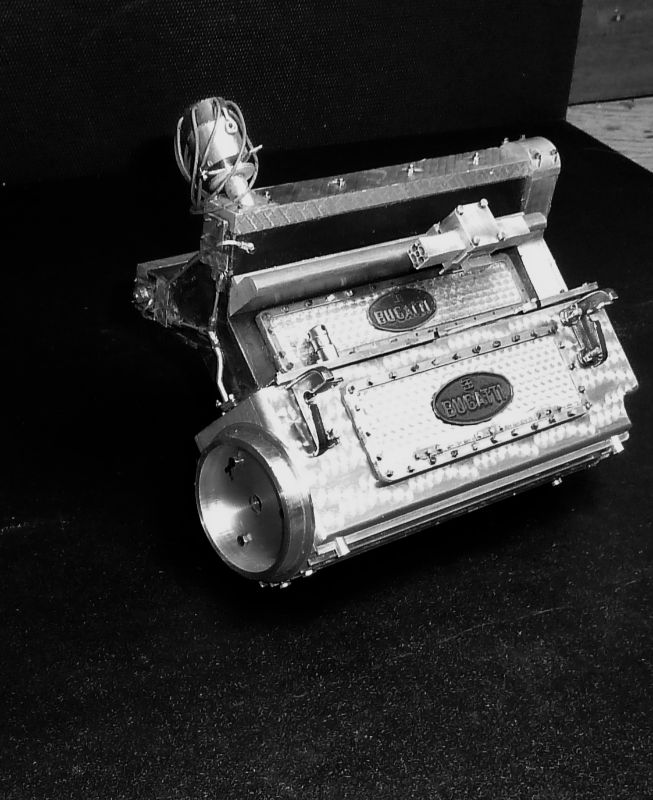
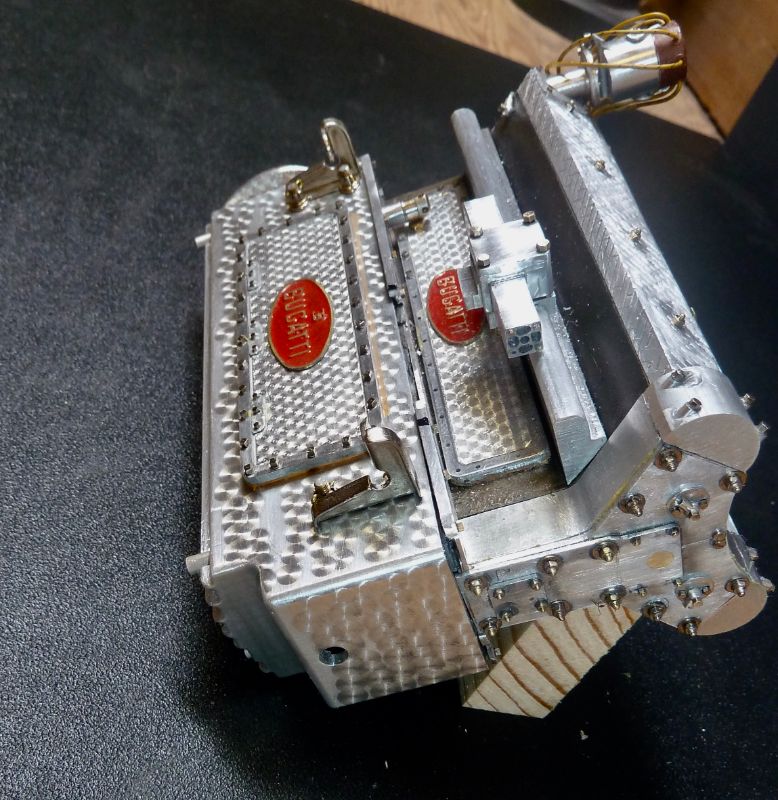
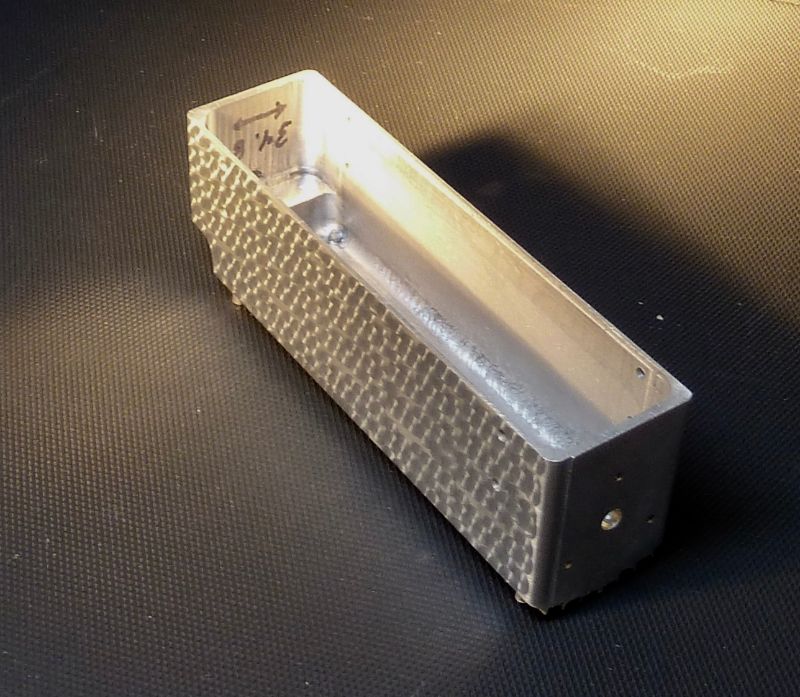
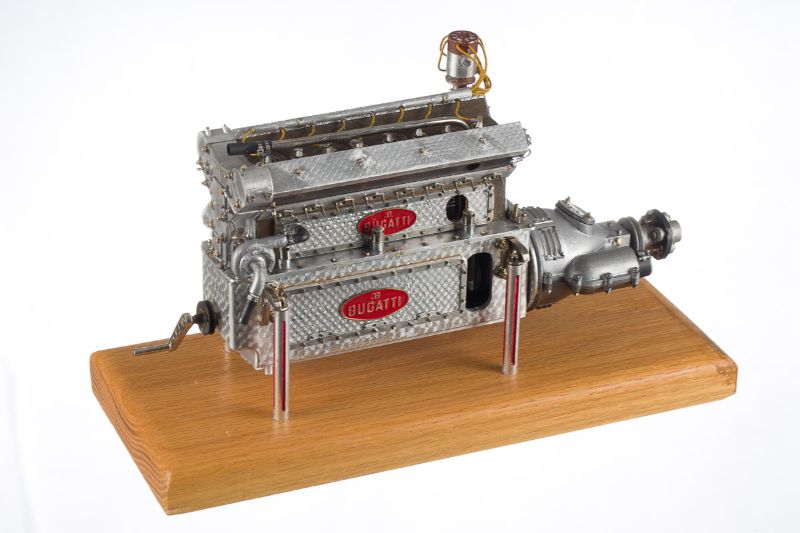
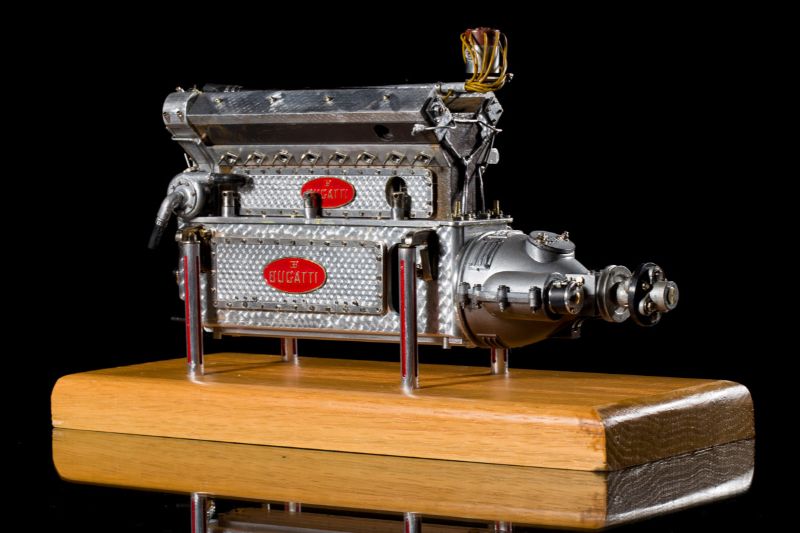
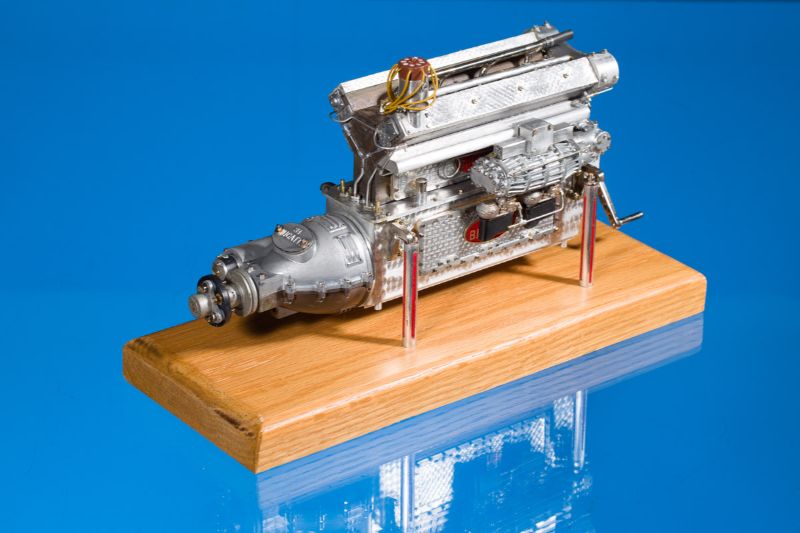
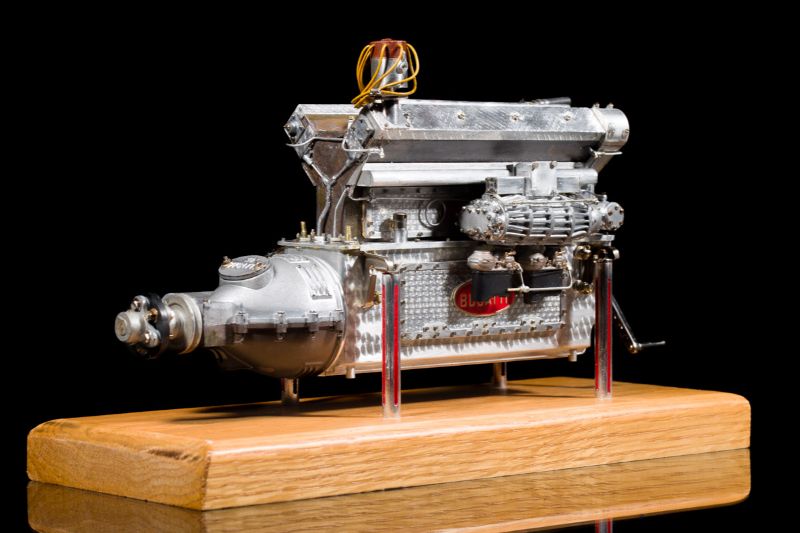
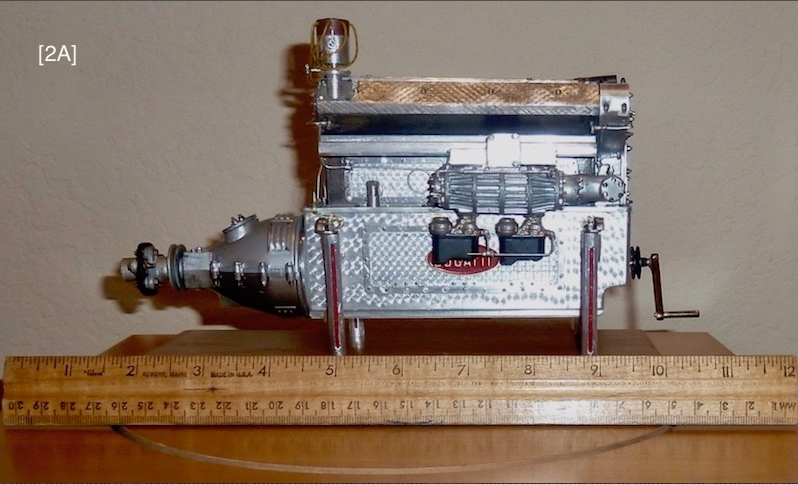
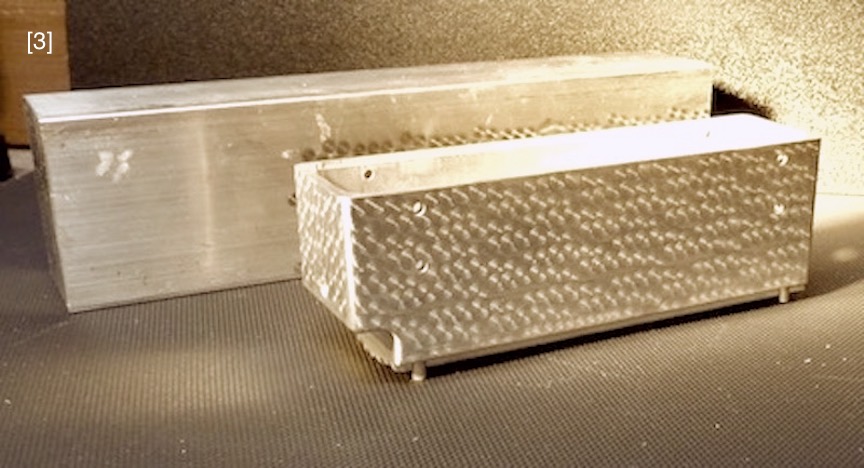
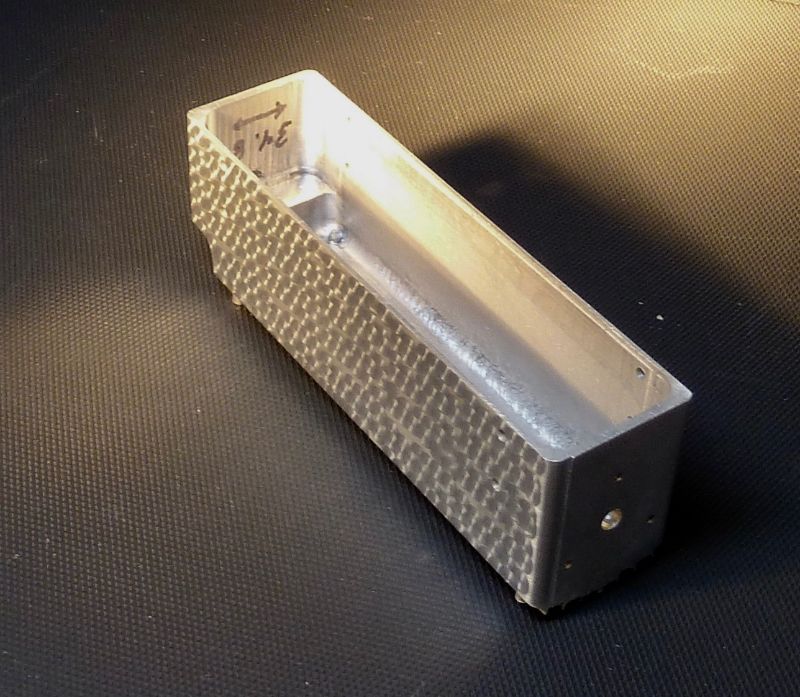
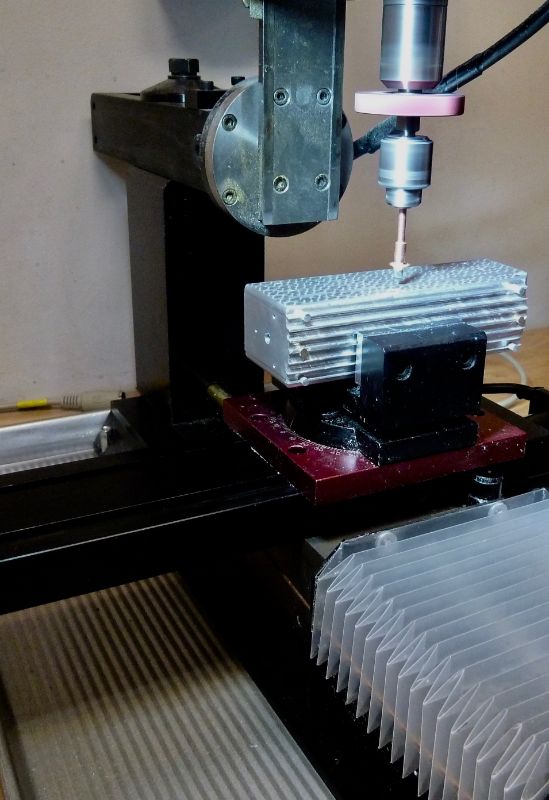
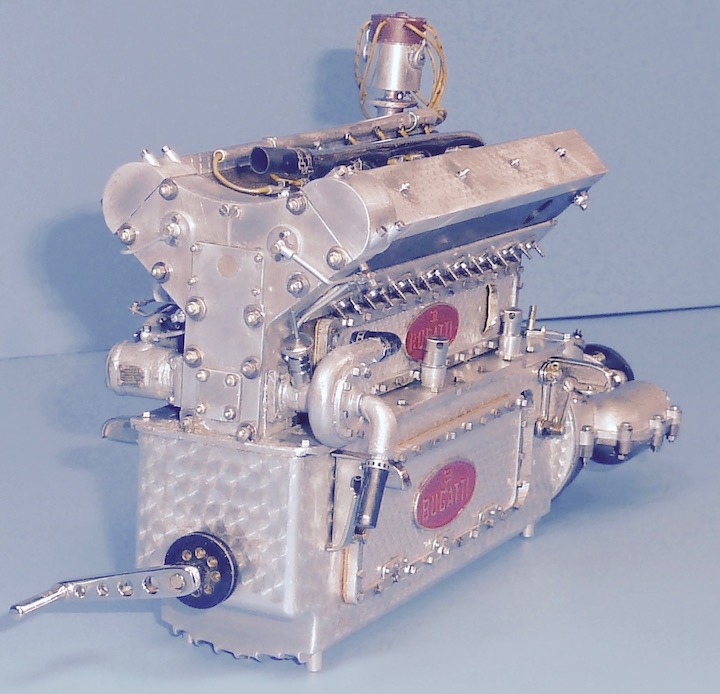
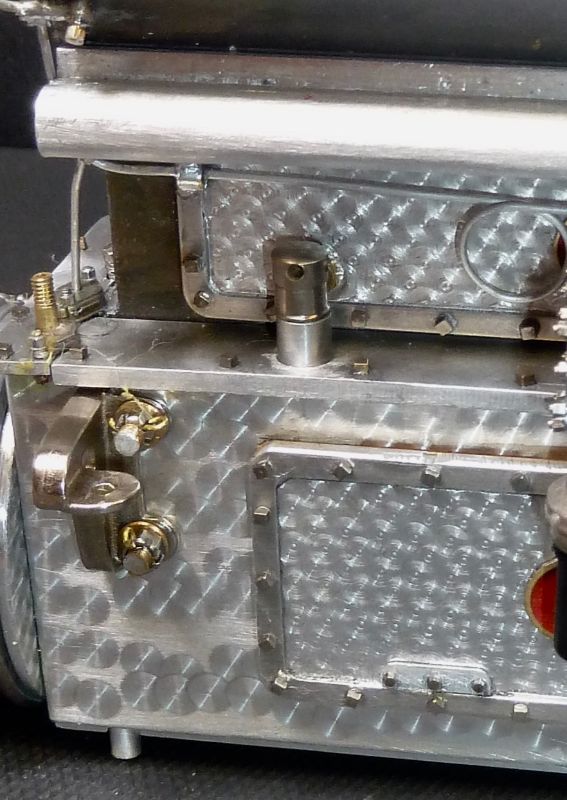
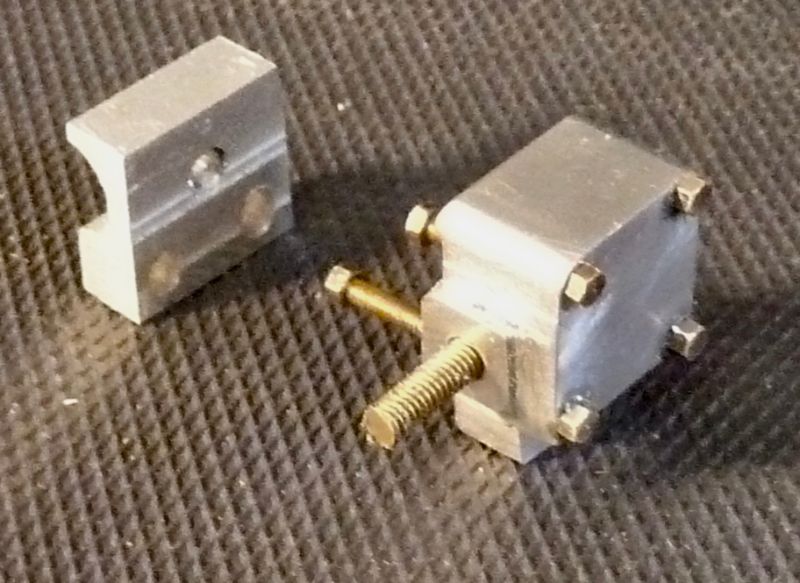
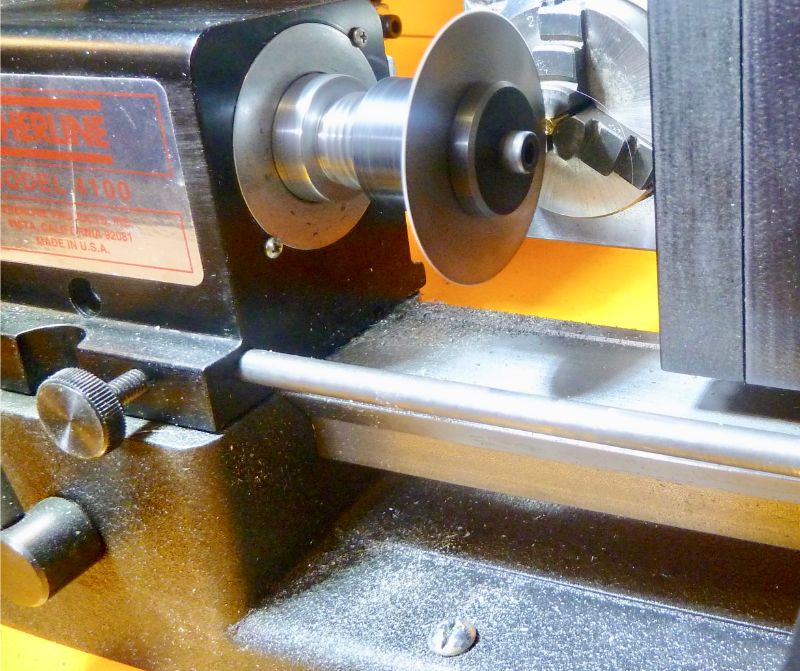
Photographs [1] [2] [2A] present the completed model. I began with the oil-sump, which took about 60 hours of programing, testing, and milling to shape. There’s a lot of aluminum to remove from a 50x60x200mm billet to arrive at a thin-walled 35x46x135mm part, and the Sherline mill removes only 1.5 – 3.0mm per pass, [3] [4] . The “engine-turning” swirl pattern was burnished directly onto the sump using a Sherline sensitive drilling attachment as the CNC program positioned the sump sequentially, for three-second intervals, below a rotating Dremel 532-02 stainless brush, enough time to depress the touch-plate, which brought the brush into contact with the work-piece, [5] [6] . This became rhythmic and easy to do. Bugatti applied patterns by hand resulting in some randomness, which was approximated in the CNC program. Such surface patterns can promote oil films to prohibit rust, however, Bugatti’s patterns, on non-rusting aluminum, were likely Art Deco styling cues.
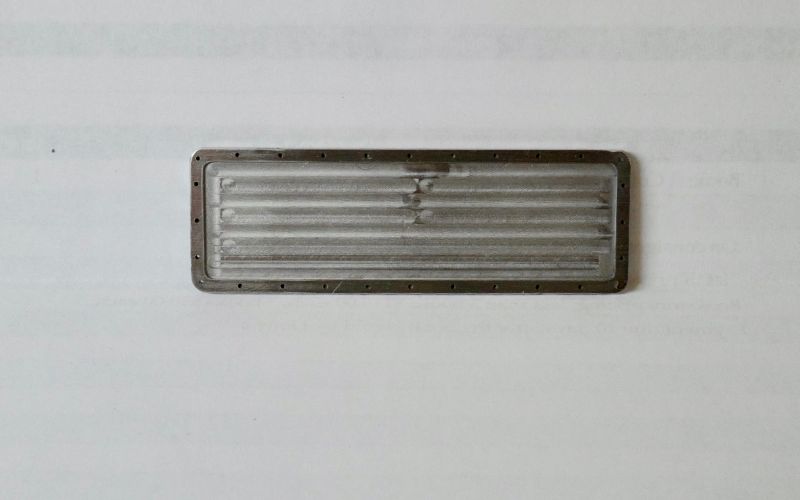
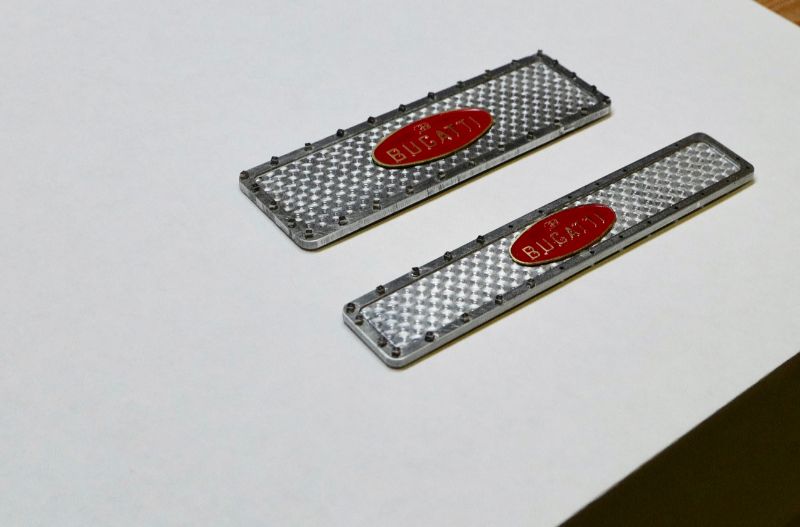
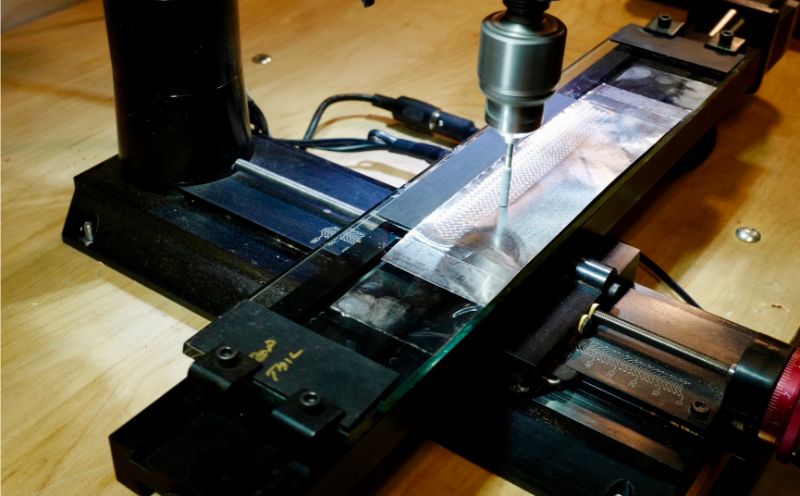
Four large access plates show the visual “punch” of actual aluminum parts, [11] [13] [14] [27] . Their “engine-turning” was applied differently than the sump’s. It was burnished onto aluminum duct tape, [12] , which was then cut to exact size, precisely aligned to the access plates, and applied. This method seems simple, but the tape is delicate, has aggressive adhesive, wrinkles easily, and sticks hard to itself, a combination that required fastidious handwork. However, this method allays some risk since a burnishing error that ruins some duct tape is inconsequential compared to an error that ruins a sump or access plate. “Rubber gaskets” under the access plates are orange colored paper, [10A] . The 1.2mm simulated (thread less) square head bolts, [10] , came from Marvin Meit of ModelMotorcars (MMC), a supplier of micro hardware, metals, specialty tools, Pocher kits, after-market parts, and helpful support.
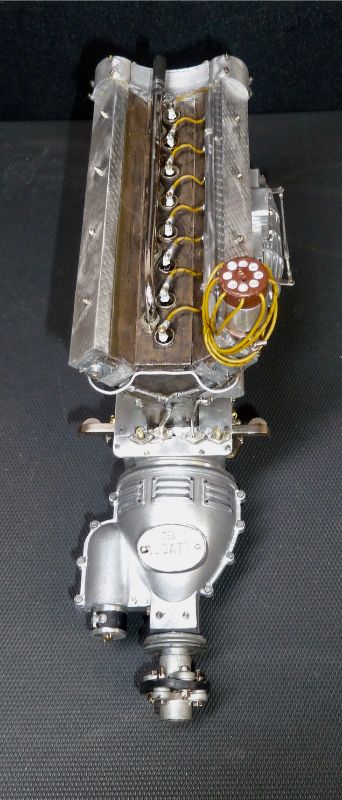
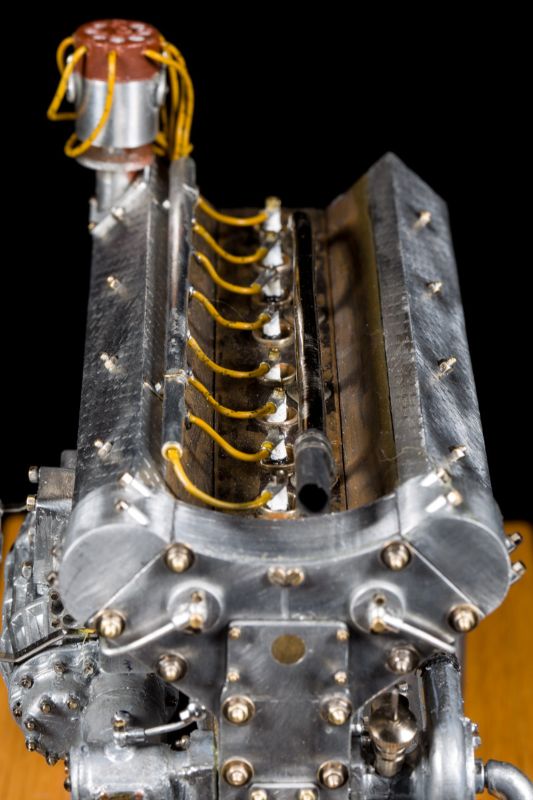
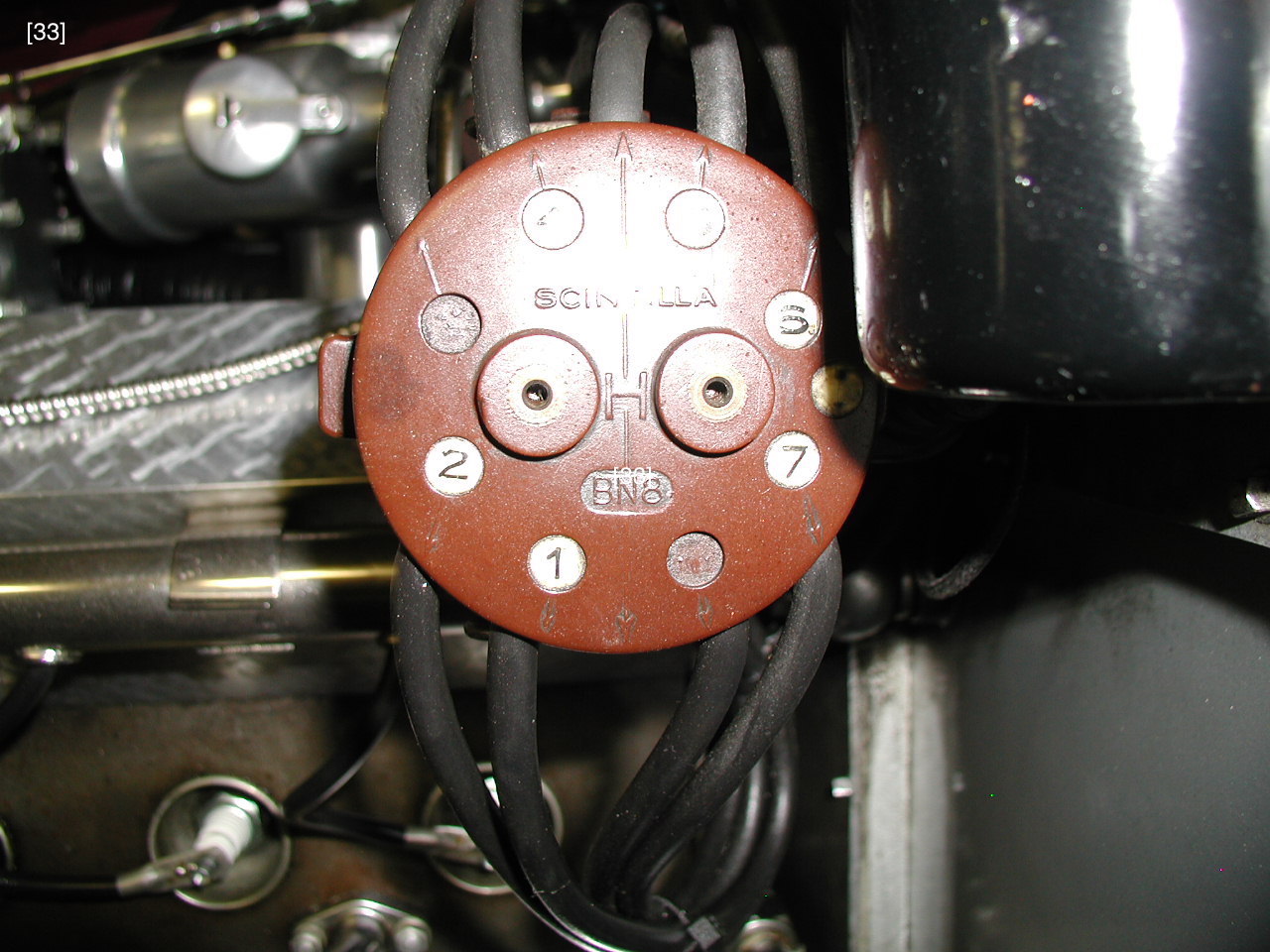
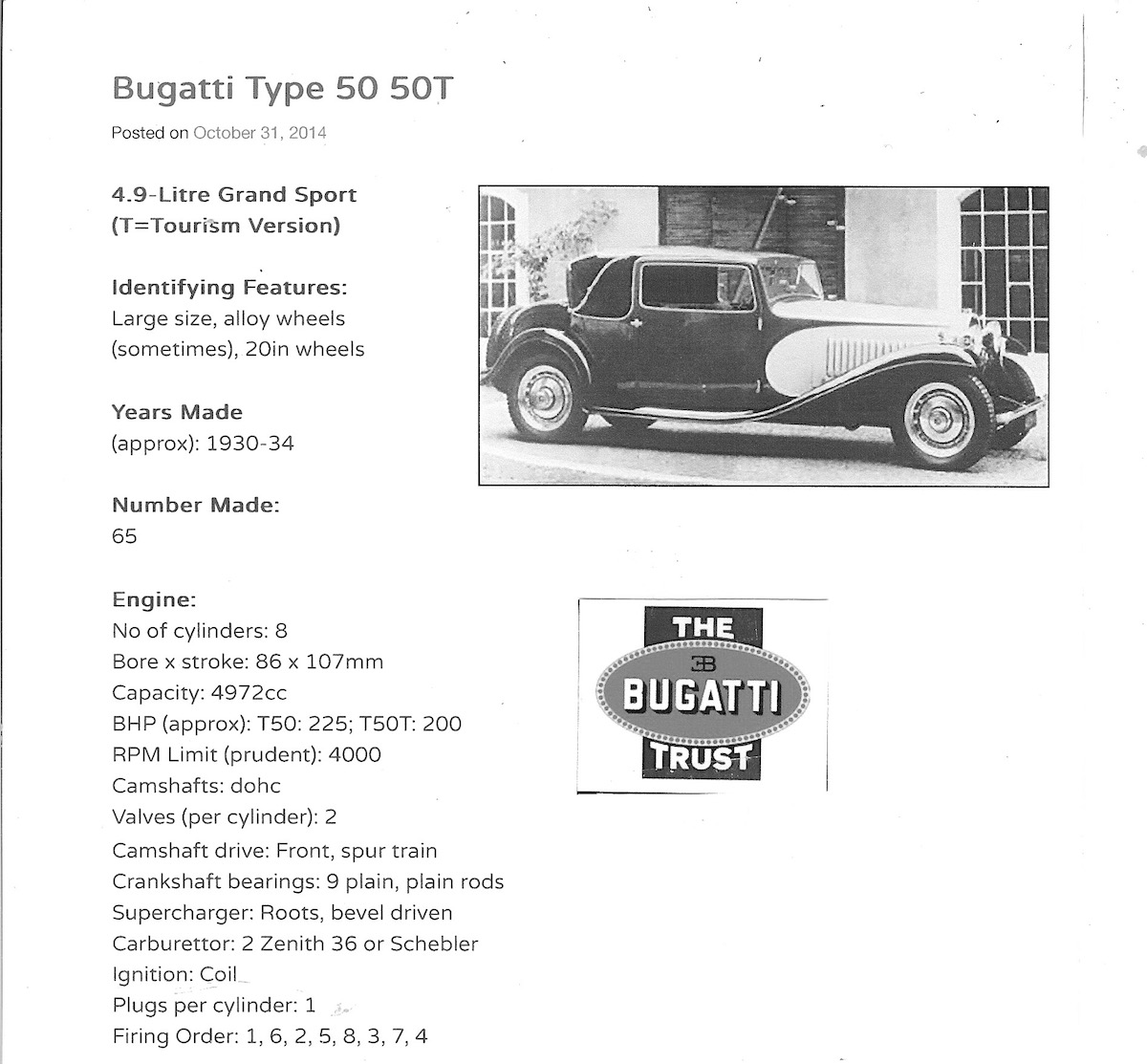
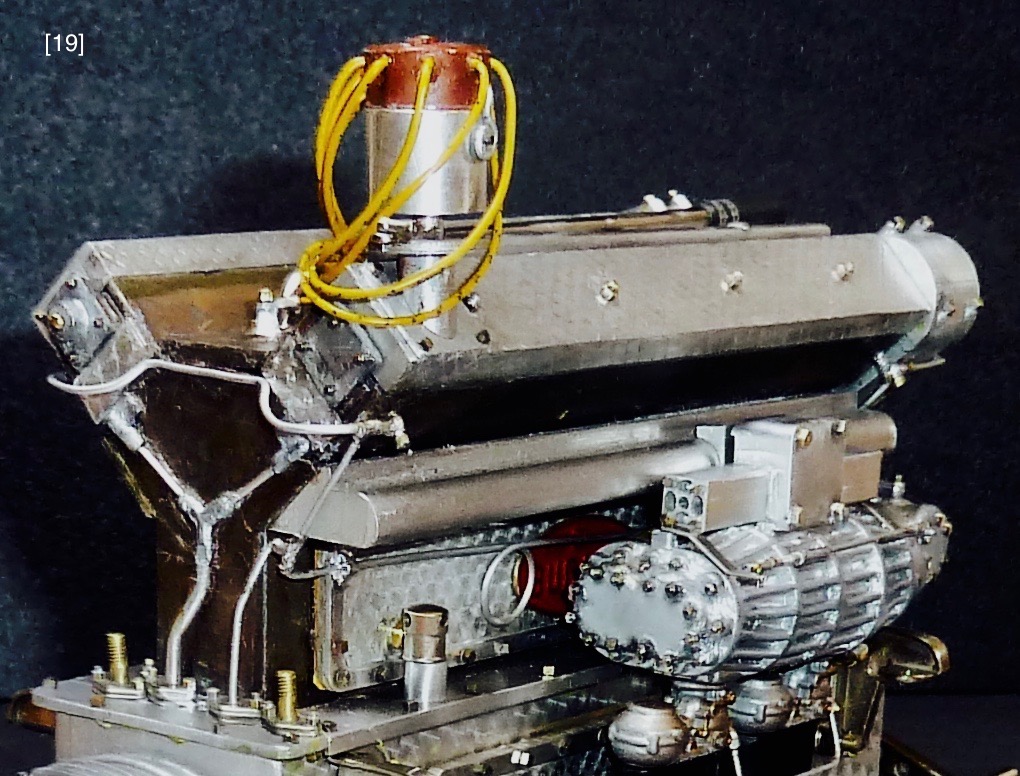
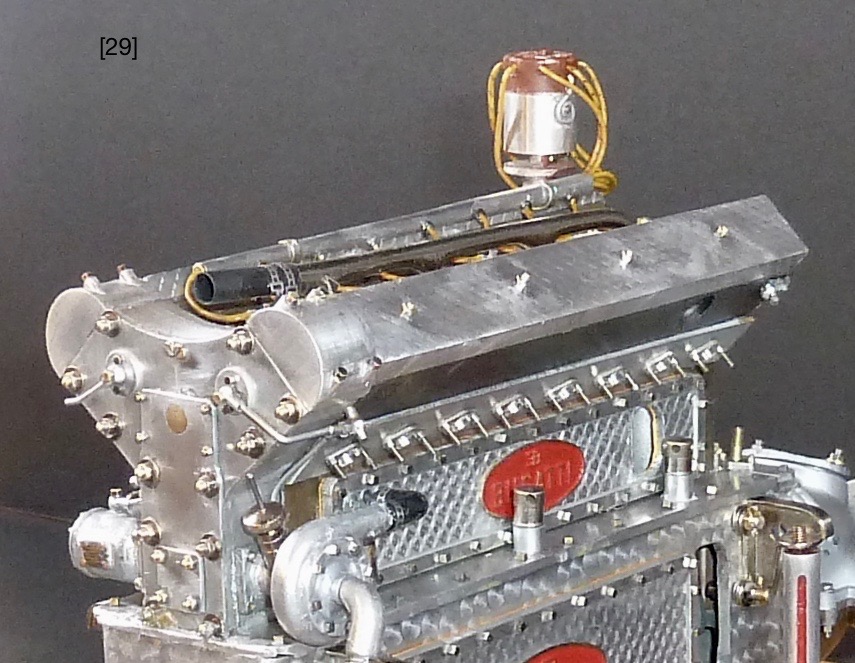
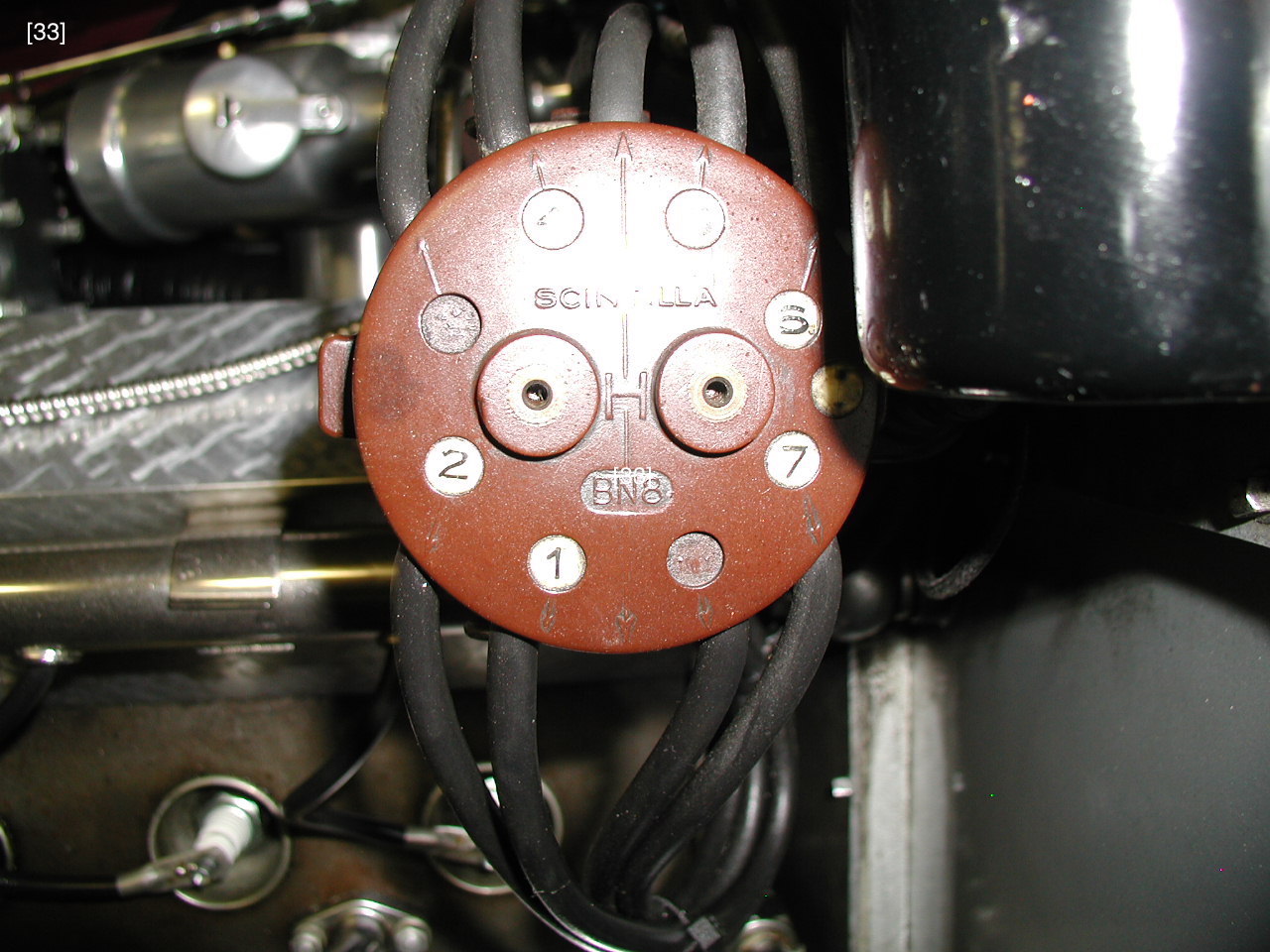
Modeling the cylinder head took some outsourcing. Sparkplugs, ignition wire, and water manifold, came from MMC. Sparkplug wells were cut from conical beadwork trinkets sold in craft stores, [16] . The ignition wire loom is a tapered aluminum rod drilled for wires to seemingly enter, run through, and exit, [28] . Bugatti’s exposed cast iron parts acquired a rusty-brownish-taupe patina over time, which was matched with a mix of Testor’s brown, rust, and graphite enamels, [17] . Bugatti fitted some engines with Sinctilla distributors whose caps enumerated firing order, [18] . I turned an aluminum distributor body and cap and then indexed and end-milled depressions on the cap to receive number stickers from a fast-print shop [15] . I modeled the 1-2-3-4-5-6-7-8 sequential firing order as on a prototype cap, [33] , but specifications from the “Bugatti Trust”, a Bugatti preservation group, show 1-6-2-5-8-3-7-4, [18A] . Spiral spring latches holding the cap are coiled 1mm aluminum rod, [19] . Notice how exposed to the elements the entire ignition system is. The “Y” shaped front gearbox, with its inspection plates and many fasteners, suggests power, [29] . A dusty trigonometry book helped me program the Sherline mill to execute the gearbox’s pleasing shape, and the mill’s quality provided the accuracy for this part to match-up with 16 adjacent edges and surfaces.
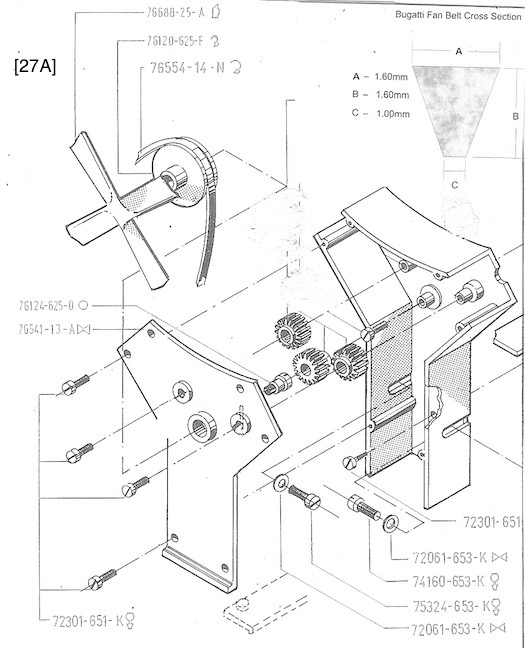
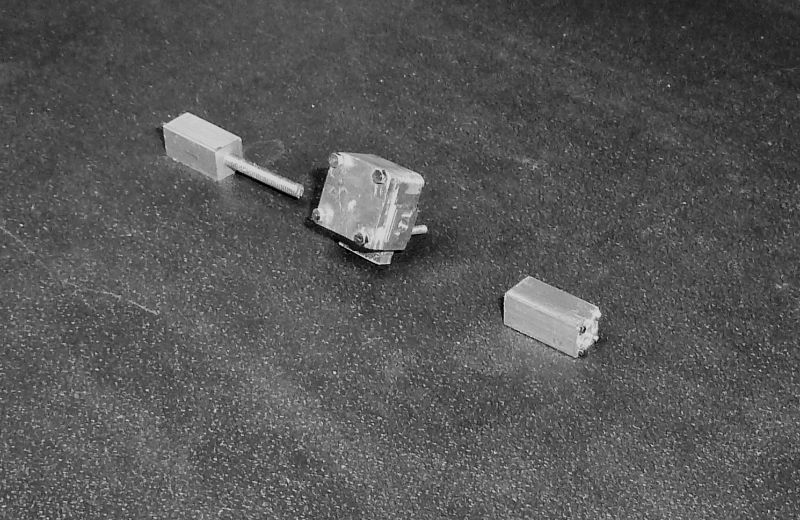
View-ports on the block’s left side display moving internal parts when the engine is cranked, [27] . Notice the Pocher kit’s three piston rings and the crankshaft. Only the left camshaft, one valve train, and the three power assemblies were needed, but their motions were sporadic because Pocher’s thin rubber fan belt slipped. Pocher expected the fan belt to drive two camshafts, and sixteen valve trains, but kit builders found it undependable, [27A] I unsuccessfully tried a plastic spur-gear drive, [20] [24] . A quality metal spur gear or bevel gear train might work.
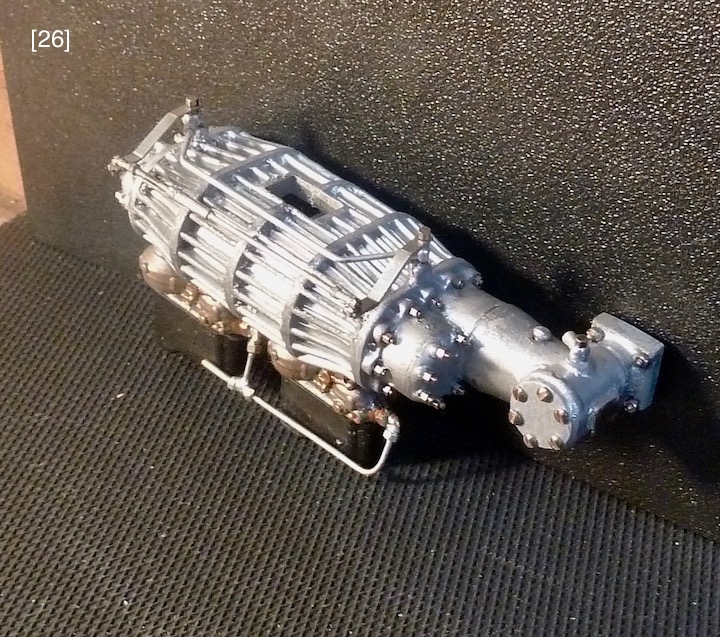
The complicated shapes of the clutch housing, water pump, supercharger, and carburetors were beyond the CNC software’s capabilities, so I painted those plastic kit parts with Testor’s silver/aluminum enamel, a deliberate mismatch with aluminum metal to imply a different foundry, [26] . I cut or filed off Pocher’s molded plastic fasteners, replacing them with individual nickel-plated micro-fasteners. Manipulation of these fussy fasteners is an acquired skill.
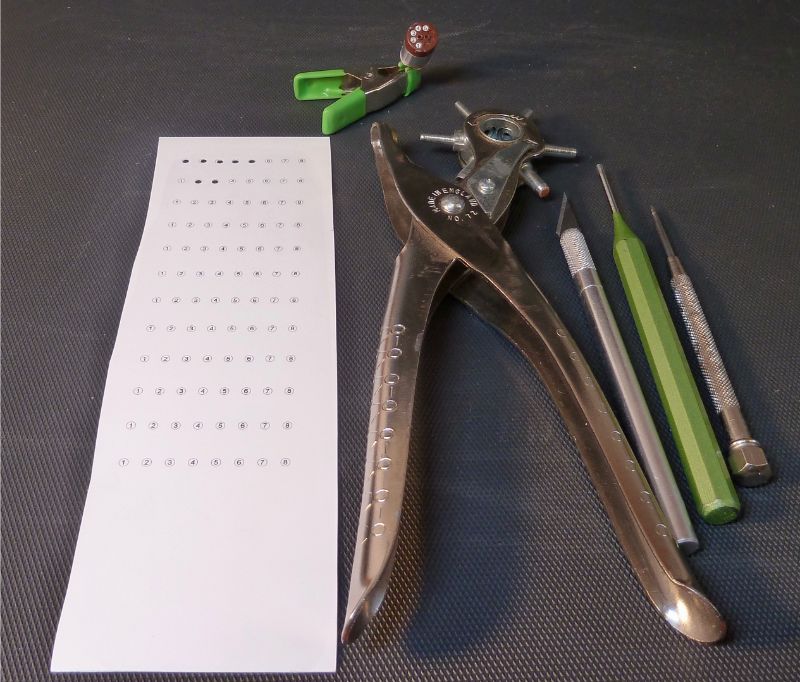
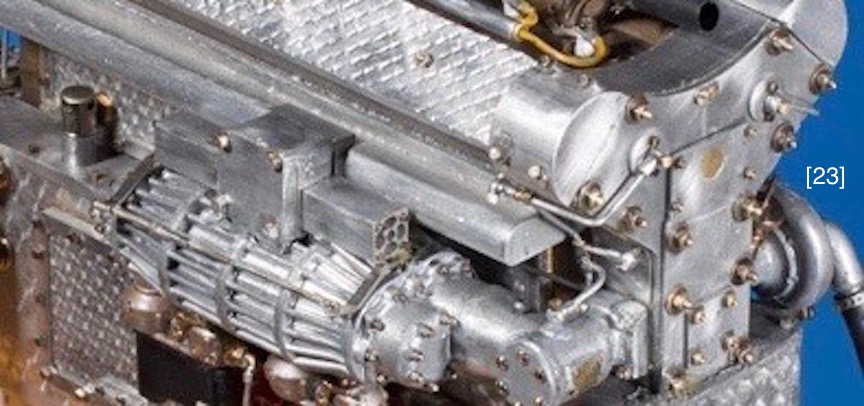
The iconic camshaft covers were milled from aluminum bar and half round stock. Bolt bosses were 1/16” aluminum tubing press-fitted into drilled holes. The “hand-scraped” surface pattern was applied in two opposite 45° passes of the work piece under a spherical burr taking “brush” cuts, [21] . The over-boost air box has two outlet stacks with crowded arrays of outlet ports, [22] [23] . I drew this port pattern scaled up 5:1 on grid paper, arithmetically assigned numerical values, which the grid verified, programed those values, and the Sherline milled the arrays faithfully. An adaptor mates this box to the bull-nosed intake manifold, [25] . The engine’s exhaust manifold, with its studs awaiting future exhaust pipes, was CNC milled and drilled, [21]. The starter was turned and then detailed with a brush housing, labels, and rear-bearing housing, [7] . Castle nuts were 2.5mm hex nuts, slotted with a 0.5mm-slitting saw. Cotter pins are modified tiny model ship wire fittings. [8] [9] [10] . The external oil piping of the lubrication system was an aftermarket kit of 1mm aluminum rod, miniature pipe fittings, and pipe terminals called “banjos”, [19] [29]. The rear apron, where circulated oil returns to the sump, was scratch built.
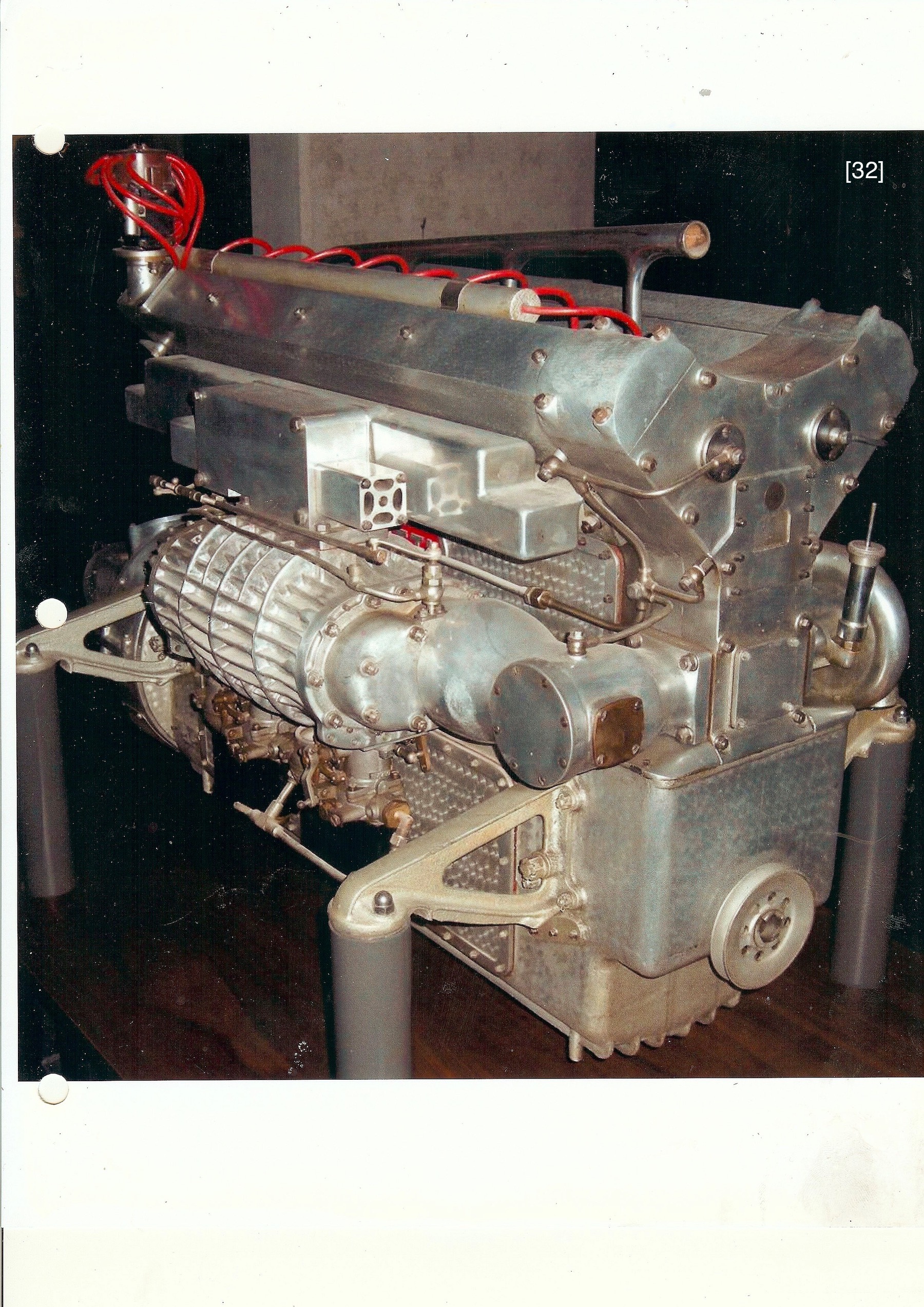
CNC’s learning curve can be steep and the equipment expensive, but time saved, especially for metal removal, and other metalworking capabilities CNC brings are commensurate. Photos of prototypes like, [31] [32] [33], motivated me throughout this eight-month project. The reader is invited to compare them with the model’s photos, and to opine on the model’s faithfulness.
Answers (backwards): .ledom eht fo si [91] dna ,epytotorp eht fo si [41]




















You must be logged in to post a comment.